



重型材料架的結構特點
在電子產品、輕工產品等的制造過程中,通常要將不同厚度和不同規格的鋼帶由沖壓設備沖壓成所需的形狀,沖壓包括落料模落料和成型模成型。在沖壓設備沖制的過程中,往往涉及到鋼帶的放料、開卷問題,傳統的做法是用一枚具有一定強度即足以能承受鋼帶重量的鐵棍,穿入卷繞成盤狀的鋼帶的中心通孔中,將鐵棍的二端擱置在另行配制的一對架子上,在退卷狀態下使鋼帶供給沖壓設備沖壓。這種方式換料復雜,同時在鋼帶的開卷送料過程中往往需要專人全程照看,藉以人為控制單位時間內的輸送量與沖床在單位時間內的沖壓需帶量相一致,及防止鋼帶偏移而影響沖壓質量。因此工人的勞動強度大(換料復雜,料水平調節為復雜),而且客觀上很難保障鋼帶與沖壓設備之間的直線距的一致,因為鋼帶在鐵棍上存在左右游動現象。

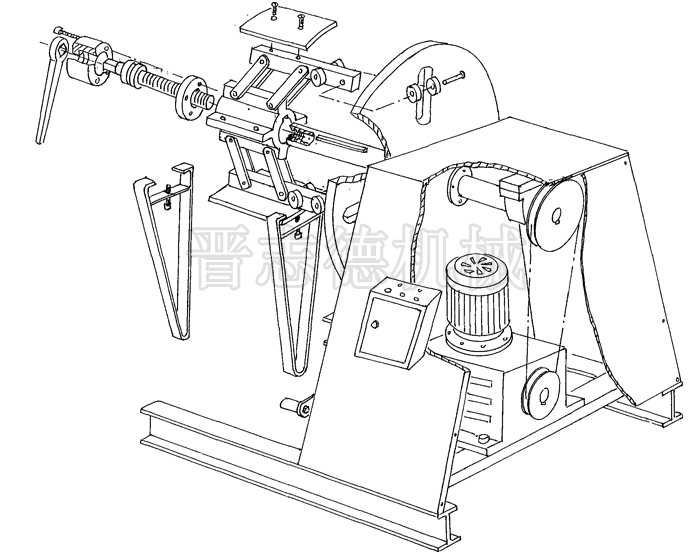
為了解決傳統料架使用時的缺陷,完全實現自動化的沖壓生產,晉志德專為客戶設計了重型材料架來代替傳統的料架,用于沖壓生產線中卷料的開卷、送料。下圖為晉志德重型材料架結構示意圖,其由機身主體構成一個用于內置動力傳動系統的箱腔。動力傳動系統的馬達與安裝在機身主體側板上的控制電箱電氣聯接,并且馬達與減速箱配接,在減速箱的未級動力輸出軸的軸端裝配有主動帶輪,主動帶輪上套置傳動帶的一端,傳動帶的另一端套置在從動帶輪上,而從動帶輪固定在主軸所伸至于箱腔中的軸端,整根主軸是通過前、后軸座而實現樞置于機身主體上的。料架轉盤樞套在主軸上,樞套在主軸的左端,即樞套在主軸所伸展到機身主體外的軸體上。在重型材料架主軸上設有一個導向鍵,滑動套憑借導向鏈而可滑動地配置在主軸上。
在滑動套的外壁上以均布狀態地即以均等距離分布的延設有四個連桿座,每個連桿座上通過銷軸鉸連結一對連桿的下端,而一對連桿的上端同樣同銷軸與活動漲緊座鉸連連結。連桿、活動漲緊座在連桿座上構成為平行四邊形結構。活動漲緊座的右端伸入到縱向開設在料架轉盤上的漲緊槽上,并且穿過漲緊槽,借助于右滾輪的滾輪軸經滾輪軸孔對活動漲緊座限位。
樞置在活動漲緊座上的左、右滾輪分別與料架轉盤的兩側貼觸,并且可貼著料架轉盤的盤面移動。材料支撐瓦板由螺釘固定在活動漲緊座上。為了使滑動套調整機構與主軸的連結,因此在重型材料架主軸上開設螺桿孔,該螺桿孔中固定排有一螺母,作為滑動套調整機構的螺桿的右端伸入到螺桿孔中與螺母螺紋配接。軸承于螺桿在左端并且與軸承裝配,用螺釘依序穿過軸承座上的軸承座固定孔、隔盤上的隔盤固定孔后旋及到滑動套左端面所預定的螺釘孔中,從而實現了重型材料架的滑動套調整機構分別與滑動套、主軸的聯結。
當操作人員順、逆操作重型材料架的手柄時,便由螺桿的運動而帶動滑動套朝相應方向位移,由于活動漲緊座是管制在料架轉盤上的,因此僅能沿漲緊槽作上、下位移而不能左、右位移,所以在滑動套上作左、右方向的移動時,會使連桿的角度發生改變,由連桿帶動活動漲緊座產生高度變化,進而使固設于活動漲緊座上的材料支撐瓦板的高度產生變化,直至使套置在各材料支撐瓦板上的卷筒狀鋼帶或稱帶鋼以漲緊狀地繃固在材料支撐瓦板上,并用4組A型鐵固定,使其不會出現竄動或其它類似形式的現象。
晉志德重型材料架承載量大,上料簡便,運行平穩,由感應架自動控制材料架的開停,無需人工看管,自動化程度高,同時可根據客戶需求加裝壓料臂、油壓擴張,大的提高了沖壓生產線效率和沖壓制品的品質,是沖壓生產線理想的放料、開卷設備。
文章發表:http://www.csihk.com/news_zhongxingclj.html