



雙邊送料式滾輪送料機的運用
時間:2013-02-22 11:00 來源:http://www.csihk.com 作者: 晉志德機械
在電子零件產品加工過程中,往往需要將金屬帶料送入高速連續沖床中沖壓成所需的形狀,以滿足不同的需要。沖壓包括落料模和成型模成型,在沖壓過程中往往會涉及到將金屬料帶送入沖床中去的問題,目前,通用的做法是:采用一臺送料機單邊送料的方式,將金屬料帶送入沖床中進行沖壓。其工作原理是:送料機在沖床達到送料行程時,將待沖壓金屬料帶卷中的沖壓金屬料帶卷送入沖床中的一個沖壓步距,以待沖壓。但此種送料方式存在二個局限性,一是若金屬料帶的剛度不足,或金屬料帶太薄,那么送料機送出的料就很容易拱起產生疊料,影響生產;二是若客戶材料為片狀帶料時,由于只有一臺送料機送料會造成尾料的大浪費。
為了解決單邊送料薄材料易拱起及片料沖壓浪費的問題,晉志德特別為客戶設計了一種雙邊送料的方式。其由一臺送料式滾輪送料機和一臺拉料式滾輪送料機組成,其中送料滾輪與拉料滾輪用搖臂連接。
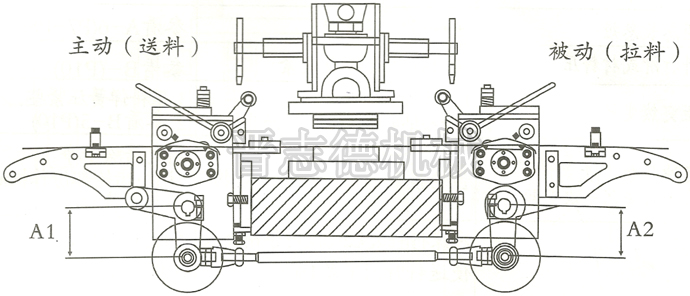
當送料式滾輪送料機由偏心盤、拉桿帶動運轉時,由于搖臂的帶動,使拉料滾輪同步運動,以達到在沖床到送料行程時,送料滾輪送一個步距的料帶的同時,拉料滾輪拉著料帶向送料方向送一個步距,將金屬料帶送入沖床中,使處于沖床中的金屬料帶保持拉平狀態,不在拱起產生疊料,以利薄材料的沖壓生產,且由于采用一送一拉式送料方式減少了尾料的產生,大化提升了材料利用率。
文章發表:http://www.csihk.com/news_sbsglslj.html
上一篇:精密整平機相比半截整平機使用優勢
下一篇:年后滾輪送料機加油潤滑至關重要