



精密整平機與普通整平機相比結構優勢
卷料如未經過整平并以此消除內應力是難以沖壓出優質產品的,而整平機正是用來整平材料并消除內應力的常用設備,經整平機整平過的材料,通過沖床加工,才可得到符合要求的優質產品,尤其針對厚度較薄的材料,如不銹鋼片、銅片、鋁片等,整平加工更為重要,因此整平機的整平性能在生產中起著關鍵作用,而普通的材料整平機(CLH系列)的上、下整平滾筒采用的傳動方式為齒輪組相互嚙合傳動,由于上、下整平滾筒的數量較多,就需要有很多個齒輪相互嚙合,而眾多的齒輪齒合的傳動方式所累積的側隙誤差對材料的平整度有很大的影響,另外整平時的調整采用的是簡單的刻度尺方法,精度較低,若用于薄板材料的整平則十分不理想。
晉志德精密整平機(JM3、GJ系列)是在普通整平機(CLH系列)基礎上經過結構優化改進而成,適用于整平精度要求高的各種薄板材料,采用同步立傳動方式代替齒輪齒合的傳動,用精密日本三豐百分表進行整平調整,整平效果佳。
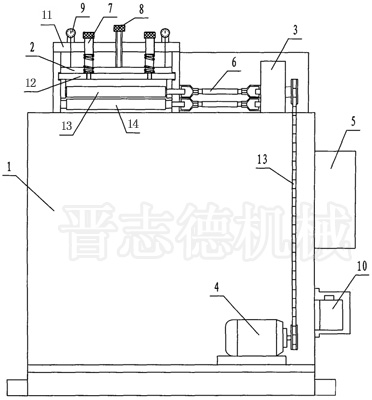
1.主體機身 2.整平裝置 3.齒輪箱 4.馬達和減速機 5.電器箱 6.萬向節 7.整平調整螺桿 8.壓料調整螺桿 9.日本三豐百分表 10.自循環潤滑裝置 11.外座體 12.內座體 13.上整平滾筒 14.下整平滾筒
圖1 精密整平機結構圖
精密整平機擁有主體機身,主體機身上安裝有整平裝置和齒輪箱,主體機身內下部安裝有馬達和減速機,機身側面安裝有電器箱(內裝臺達變頻器用于調速),馬達和減速機利用傳動鏈條和齒輪箱輸入軸連接,整平裝置與齒輪箱輸出軸之間利用萬向節連接。
整平裝置具有內座體和外座體,內座體由兩塊側板和上連板組成,外座體同樣由兩塊側板和上連板組成,內座體裝入外座體側板的卡槽內,可作上下移動調節,在內座體上固定有九個上整平輪,外座體上固定有十個下整平輪,上整平輪和下整平輪呈交分布狀態,上整平輪和下整平輪的軸端分別通過十九個萬向節與齒輪箱輸出軸轉動連接。
為達到更好的整平效果,精密整平機的整平調整采用浮動四點平衡微調方式,在外座體的上連板上設置有方形排列的四個調節螺桿和四個百分表,四個調節螺桿穿過外座體的上連板與內座體的上連板連接,百分表的測量指針與內座體的上連板而保持接觸,另外在外座體的上連板上還設置有二個壓緊螺桿,當材料進入整平裝置整平調整后,擰動壓緊螺桿可給予上整平輪和下整平輪一定的壓力,而在機架上位于整平裝置兩側位置設置有進出導料板,以保證進出材料不發生位移偏差,在整平裝置進料處設置有進料輪組件,以便材料進入整平裝置,為了保證上、下整平輪的潤滑效果,延長設備使用壽命,在機架上設置有用于上、下整平輪、潤滑的自循環潤滑裝置。
精密整平機根據材料厚度的不同又分為JM3系列和GJ系列方便客戶選購,是整平薄板金屬卷料的佳選擇。
文章發表:http://www.csihk.com/news_jmzpjys.html