



滾輪送料機運行原理及結構特色
滾輪送料機是沖壓生產中使用廣泛的送料設備,它即可搭配傳統低速沖床使用,又能搭配高速沖床做高速精密沖壓,送料精度穩定,送料誤差始終在±0.05mm以內(在有導正銷定位下,更可達±0.01mm),運行平穩、故障率低,滿足了客戶對高速高精度沖壓生產的需求。
滾輪送料機運行原理:依靠安裝在沖床輸出軸上的偏心盤、十字接頭、可調式拉桿、搖臂及傳動軸等進而連接送料裝置上的送料滾輪(即下滾輪)2,然后再通過特制的單向裝置、逆向裝置和齒輪傳動,達到壓料滾輪(即上滾輪)3和送料滾輪2同步轉動送料的目的。材料9由托料壓板水平進入,調節壓料用彈簧使其壓緊上滾輪、材料9、下滾輪2,使其三者之間有足夠的摩擦壓力,這樣,當上滾輪2轉動時帶動材料9平穩通過(見圖1-1)。
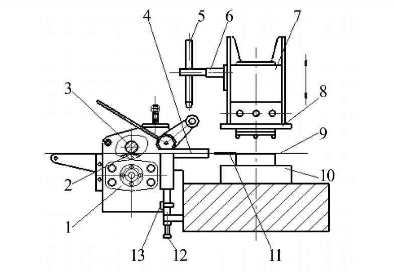
1.煞車盤(碟式剎車裝置) 2.下滾輪(送料滾輪) 3. 上滾輪(壓料滾輪) 4.托壓料板 5.放松裝置 6.放松支柱 7.沖床滑塊 8.上模 9.材料 10.下模 11.導料裝置 12.調整螺絲 13.固定螺絲
圖1-1 滾輪送料機送料裝置結構圖
晉志德滾輪送料機送料部分主要由左墻板、右墻板、主動齒輪、被動齒輪、送料滾輪、壓料滾輪、單向裝置、逆向裝置及導料裝置、剎車裝置、放松裝置、連接裝置等組成。大部分零配件均固定在左、右墻板上,同時左、右墻板采用分體組合方式,結構緊湊、振動小、外形美觀、體積小,可搭配各種沖床使用。
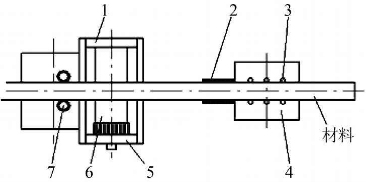
1.右墻板 2.導料裝置 3.導正銷 4.下模 5.左墻板 6.下滾輪(送料滾輪) 7.導料滾筒
圖1-2 滾輪送料機送料示意圖
為確保滾輪送料機能搭配高速沖床使用,晉志德滾輪送料機送料滾輪與壓料滾輪均采用“中空薄壁”式結構。因為在高速運轉下,滾輪的重量越大,慣性就越大,送料的長度精度就越難保證。中空薄壁式的滾輪結構大的減輕了滾輪重量,減小了回轉慣性,這樣可實現即時停止,避免逆轉。在減輕滾輪重量的同時,對滾輪的表面經熱處理鍍硬鉻再研磨,保證其長時間使用亦不會磨損,后進行精密磨削,使其表面粗糙度Ra值小于0.1μm,避免送料是劃傷材料。
影響滾輪送料機送料精度因素很多,除了連續送料產生的慣性問題外,齒輪、左、右墻板及單向裝置、逆向裝置的加工精度、剎車裝置等都會影響送料精度。晉志德機械在生產滾輪送料機為確保其精度,狠抓每一個環節:
1、齒輪使用進口軸承鋼經過精密研磨,齒面淬火,硬度達到HRC60度以上,并磨齒加工,大大提高了齒輪的轉動精度。齒輪的內孔與端面經精密磨削加工,控制平面與內孔的垂直度在0.01~0.015mm以內。
2、左、右墻板是滾輪送料機重要組成,各軸承徑向孔徑、 孔距及三孔平行度都有非常精確的要求,在生產時使用專用工裝雙孔鏜床一次定位加工而成,加工完成后并對其進行嚴格的檢驗、測試。
3、單向裝置、逆向裝置是送料裝置中的主要功能部件,結構完全相同,均可對送料滾輪進行精確控制,單向裝置控制下滾輪完成送料動作,逆向裝置避免下滾輪回退,它們的加工直接影響滾輪送料機的精度和壽命。晉志德滾輪送料機單向裝置(逆向裝置)的棘輪采用七齒結構,與普通滾輪送料機的三個齒的棘輪相比,空行程角度減小,輸出扭矩增大,在傳動和制動性能上更為精度和可靠,確保了連續送料時長度的一致性,同時提高了送料精度。
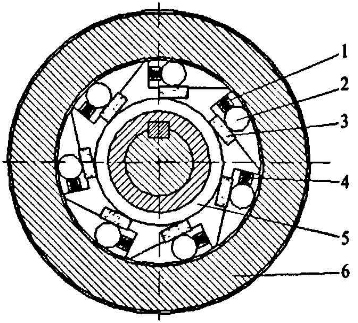
1.彈簧銅管 2.滾柱(日本原裝進口SHK品牌) 3.硬質合金鑲塊 4.彈簧 5.七齒棘輪 6.外環
圖1-3 滾輪送料機單向裝置(逆向裝置)結構圖
4、為消除高速送料時轉動慣性,避免下滾輪滑動誤送,晉志德滾輪送料機均采用碟式剎車裝置代替普通滾輪的徑向剎車裝置,避免了送料機制動力不足及摩擦接合面少易造成送料滾輪軸彎曲的缺陷。剎車件使用臺灣進口直接供應寶馬汽車的原裝剎車片,并且2個面完全接觸,確保剎車裝置的高度靈敏性,穩定性好、壽命長、制動可靠。
5、為增強壓料用彈簧壓緊力,晉志德滾輪送料機采用截面為方形的壓縮彈簧來控制滾輪與材料的摩擦力大小。因為方形截面的彈簧具有剛度大,吸收能量大。特性線更接近于直線,剛度接近于常數等特點。
6、上滾輪、下滾輪及連接裝置處的軸承都采用日本原裝NSK精密滾動軸承,以確保運動傳遞的平穩、精確及壽命。每臺滾輪送料機出廠前均對送料裝置傳動、負載等部位進行了強度受力檢驗測試,對單向裝置的轉距(決定實際送料長度)、滾柱的接觸強度、蝶式剎車裝置的制動力、上滾輪的壓緊力、齒輪齒面接觸強度、齒輪齒根彎曲強度等作了精密的檢驗測試,確保每臺出廠滾輪送料機的高精度和高穩定性。
文章發表:http://www.csihk.com/news_glsongliaoji.html