



掀開式二合一精密整平機結構特點
掀開式二合一精密整平機機頭為三段式結構,上13下13結構分布,滾筒直徑30mm,為單向整平,可以實現前后良好的整平度。
機臺共分成三段整平:
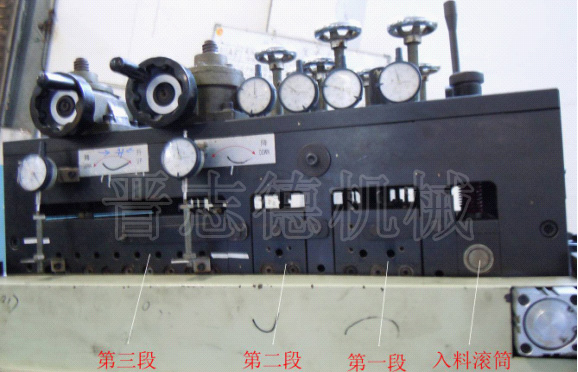
入料滾筒調整方式原理
此裝置為方便入料時使用,調整時兩邊的壓力相同平均即可,但不需太緊,若材料跑偏,調整入料壓帽,同時調整入料擋輪。
目的:使得材料不容易左右偏移。
品質可靠段整平:
品質可靠段滾筒結構分布為:上3下2,主要是改變材料的集中應力,破壞材料的應力分布,為下步整平做好準備。
效果:材料統一整平為“![]() ”。
”。
第二段整平
第二段滾筒結構分布為:上2下3,主要是調整材料的整平度。
效果:將材料統一整平為“ ”。
”。
第三段整平:
此段的滾筒分布為:上8下8,主要調整材料的平整度。
效果:1、若材料的形狀為“ ”型,表示材料還不平,必須調整右手輪,使其下壓;調整左手輪,使其上升,達到整平效果。
”型,表示材料還不平,必須調整右手輪,使其下壓;調整左手輪,使其上升,達到整平效果。
2、若材料的形狀為“ ”型,必須調整右手輪,使其上升;調整左手輪,使其下降,達到整平效果。
”型,必須調整右手輪,使其上升;調整左手輪,使其下降,達到整平效果。
3、在調整過程中,請注意百分表的刻度,慢慢調整,調整到料平為止。
掀開式二合一精密整平機整平調整注意事項:
由于各種材料的屈服強度、寬度和厚度不一致,所以品質可靠段至第三段的調整需依照經驗慢慢調整,一般操作流程要點:

出廠時,經過我司校準后,表針基準為小指針刻度為5,大指針刻度為0,此時上下滾筒在同一條水平線上,另大指針旋轉一圈,小指針刻度增加1。
刻度要領:5mm+材料厚度-些許少量調整(依照材料剛性及薄厚而適當調整。)再依照實際整平效果,參考各部介紹調整,調整OK后可將數據抄下,下次材料厚度寬度相同時可以直接參考使用。注意但不可過度調整下壓,有時依材料特性調整放松,過度調整下壓不只會造成材料變形,嚴重者會造成機臺損壞。
如調整手輪需下調時,此時為克服螺紋間距,需將手輪先上調后再下壓。例如:百分表刻度為5mm,要調整為4mm(此時先需上調至4.5mm,再下壓至4mm)。
掀開式二合一精密整平機入料裝置:
入料擋輪是以螺絲調整,依照材料寬度的不同,應調整至相當的位置,但不要夾的太緊,比避免傷及材料邊緣。
而入料手把是方便入料時使用,方便將材料導入前面滾筒中。
對照光電:
在自動時,此對照光電控制料架的啟停,出廠時,對照光電安裝在料架中心(如上料時材料應放置在料架中心位置,避免過度偏移而導致光電失效),同時根據料弧,調整光電的高度。
電控箱(包含變頻器):
采用雙變頻器控制整平和送料速度;控制面板上料架整平正轉、反轉,手動、自動和急停開關;先前作業準備OK后,即可進入自動狀態。
掀開式二合一精密整平機機頭掀開裝置:
1、此裝置為清潔滾筒時使用。
2、掀開前必須打開機頭鎖銷,然后打開控制面板的機頭掀開。(如圖)
3、擦拭完成后復原,關閉時需注意齒輪間是否咬合,若沒有需再將整平機頭掀開并以寸動方式調整至齒輪咬合為止,注意不可將整平機頭放下時使用正反轉或自動方式讓齒輪咬合,否則將會造成滾筒與齒輪間斷裂。
4、將氣壓裝上,若不使用時將氣壓拆除,并將開關轉至中間。
液壓站:
正常使用下約1年更換一次油(32#液壓油);油壓站內的油量應該過油量表的一半。
文章發表:http://www.csihk.com/news_xkehy.html